Current
location:
Current
location: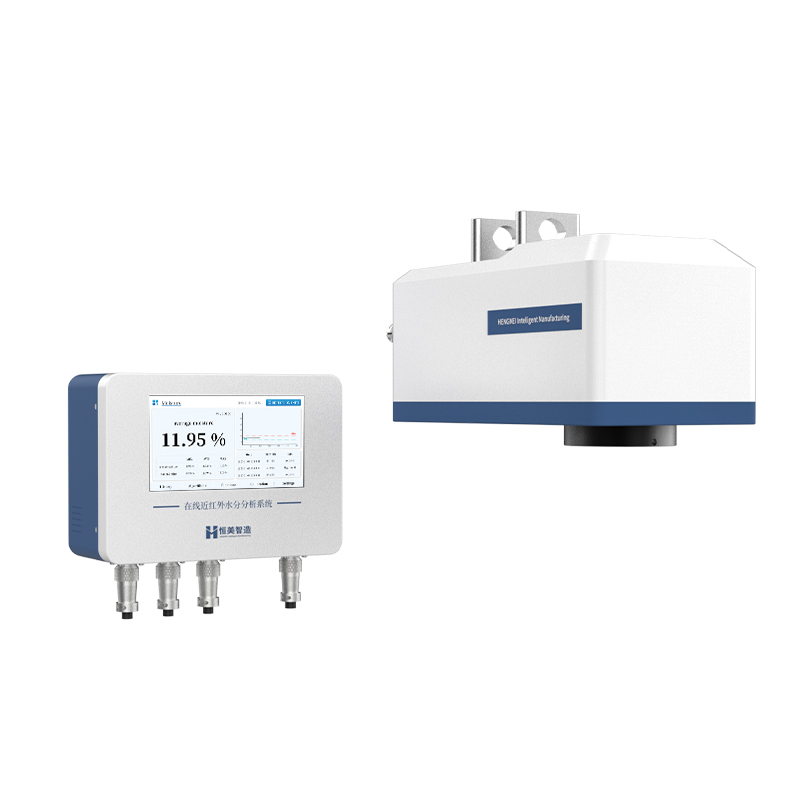




Product Introduction
In continuous manufacturing — drying starch, granulating pharmaceuticals, or mixing fertilizers — consistent moisture content is critical to product quality, regulatory compliance, and material yield. Traditional offline methods (oven drying, Karl Fischer titration) introduce 15–60 minute sampling delays, unable to capture real-time process variations.
The HM-ZHS online NIR moisture analyzer provides continuous, non-contact, non-destructive measurement directly on the production line. Using near-infrared absorption spectroscopy — where water molecules absorb infrared radiation at 1.45 μm and 1.94 μm — the instrument measures reflected NIR energy and calculates moisture percentage in real time, enabling closed-loop moisture control.
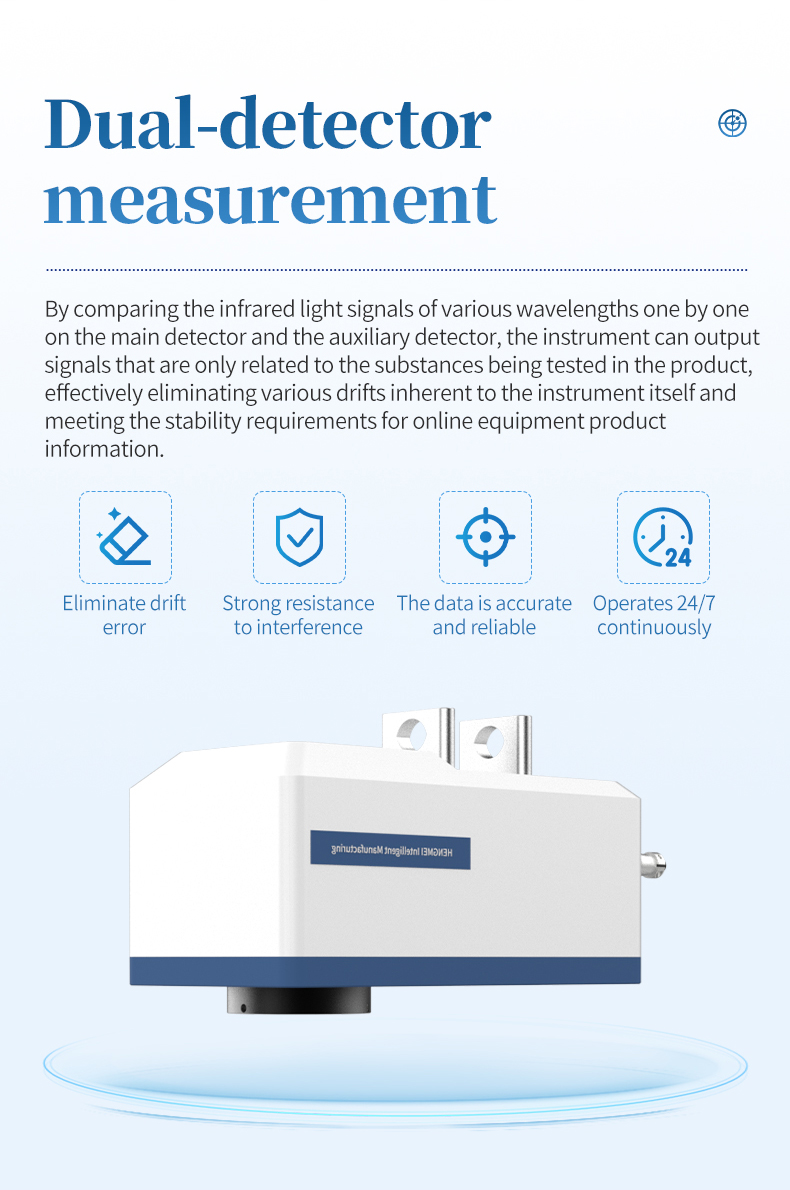
A key advantage is the dual-detector architecture. While single-detector NIR instruments suffer drift from source aging and temperature fluctuations, the HM-ZHS compares primary and secondary detector signals across each spectral band, canceling instrument-originated drift. Combined with multi-point temperature sensors for thermal compensation and system health monitoring, the HM-ZHS maintains stability for 24/7 operation. The 7-band, 14-optical-path design further enhances tolerance for material surface variations. See our guide to NIR moisture analysis in industrial applications.
Applications
Food processing: Real-time moisture monitoring of starch, flour, protein powder, milk powder, tomato powder, sugar, salt, and food additives on conveyor systems to ensure consistent product texture and shelf life
Textile manufacturing: Inline moisture measurement of fabrics and cloth to control drying endpoints and prevent over-drying or under-drying defects
Paper production: Continuous moisture tracking on paperboard, printing paper, and packaging paper lines to maintain basis weight and dimensional stability
Wood processing: Moisture content monitoring of sawdust and engineered wood boards for quality assurance and kiln-drying optimization
Building materials: Inline measurement of cement, concrete mix, and mineral sand to control water-to-cement ratios and product strength
Pharmaceutical manufacturing: Moisture monitoring of granules and powder blends during drying, granulation, and blending operations for GMP compliance
Animal feed production: Real-time moisture tracking of feed pellets and grain powders to optimize pelleting conditions and prevent mold growth
Chemical industry: Continuous moisture measurement of chemical raw material powders, granules, fertilizers, and detergent powders for process control and product specification compliance
Key Features & Advantages
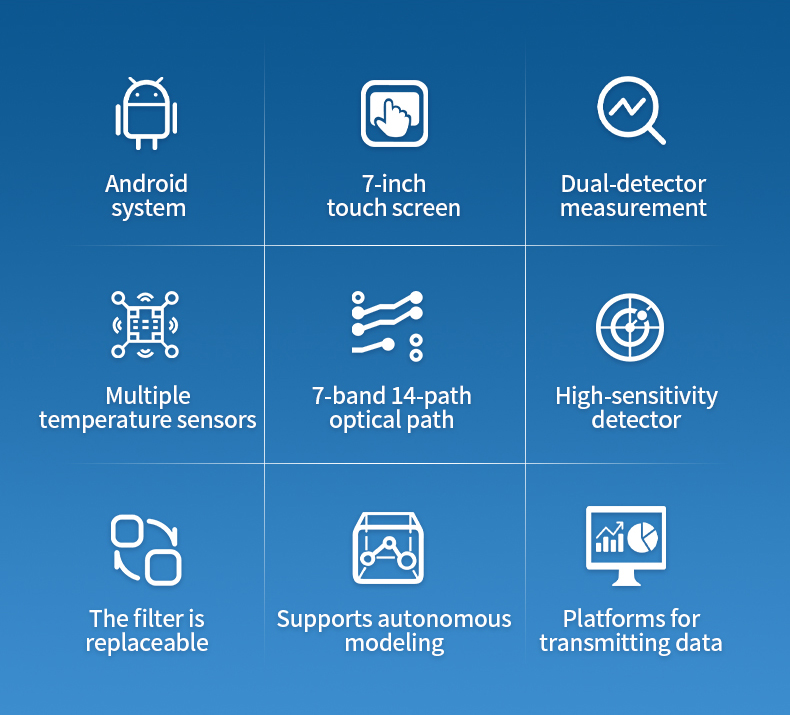
Dual-detector measurement architecture eliminates instrument drift by comparing primary and secondary detector signals across all spectral bands, ensuring stable long-term readings without frequent recalibration
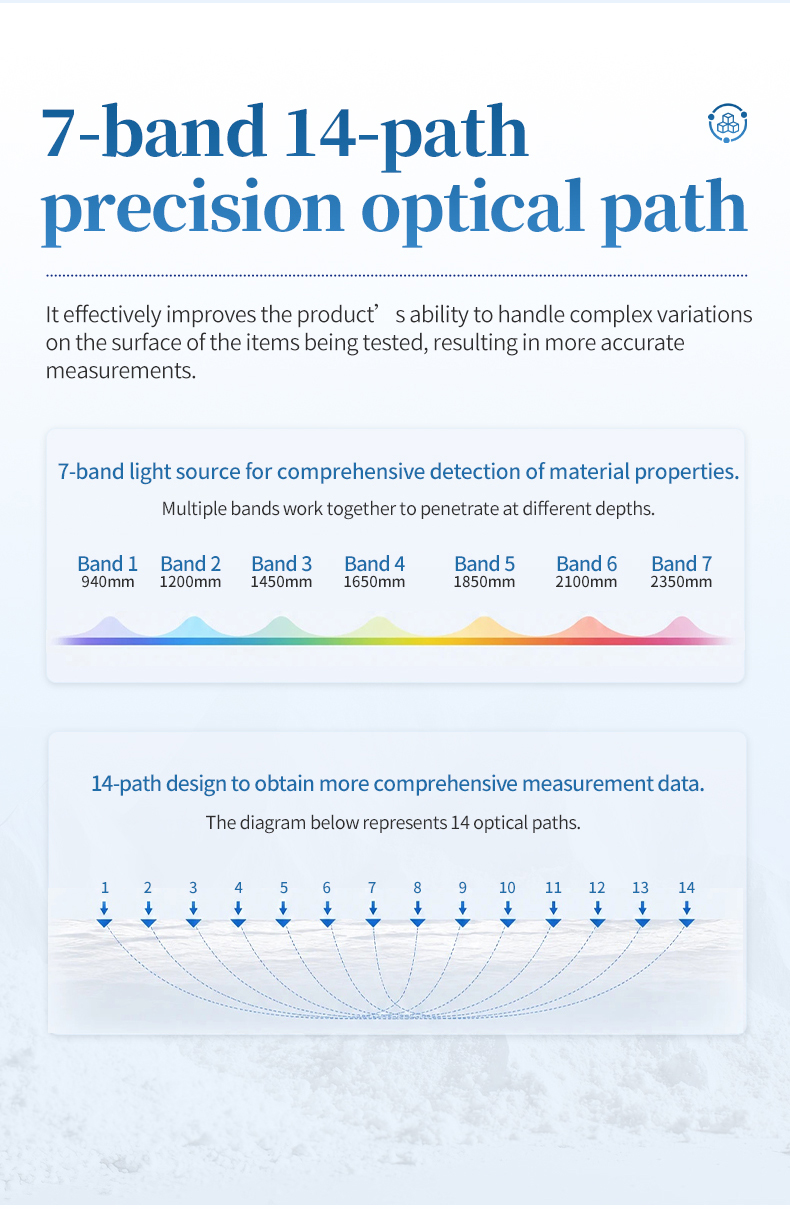
7-band, 14-optical-path optical design provides robust measurement tolerance against material surface texture, color, and reflectivity variations common in multi-product manufacturing lines
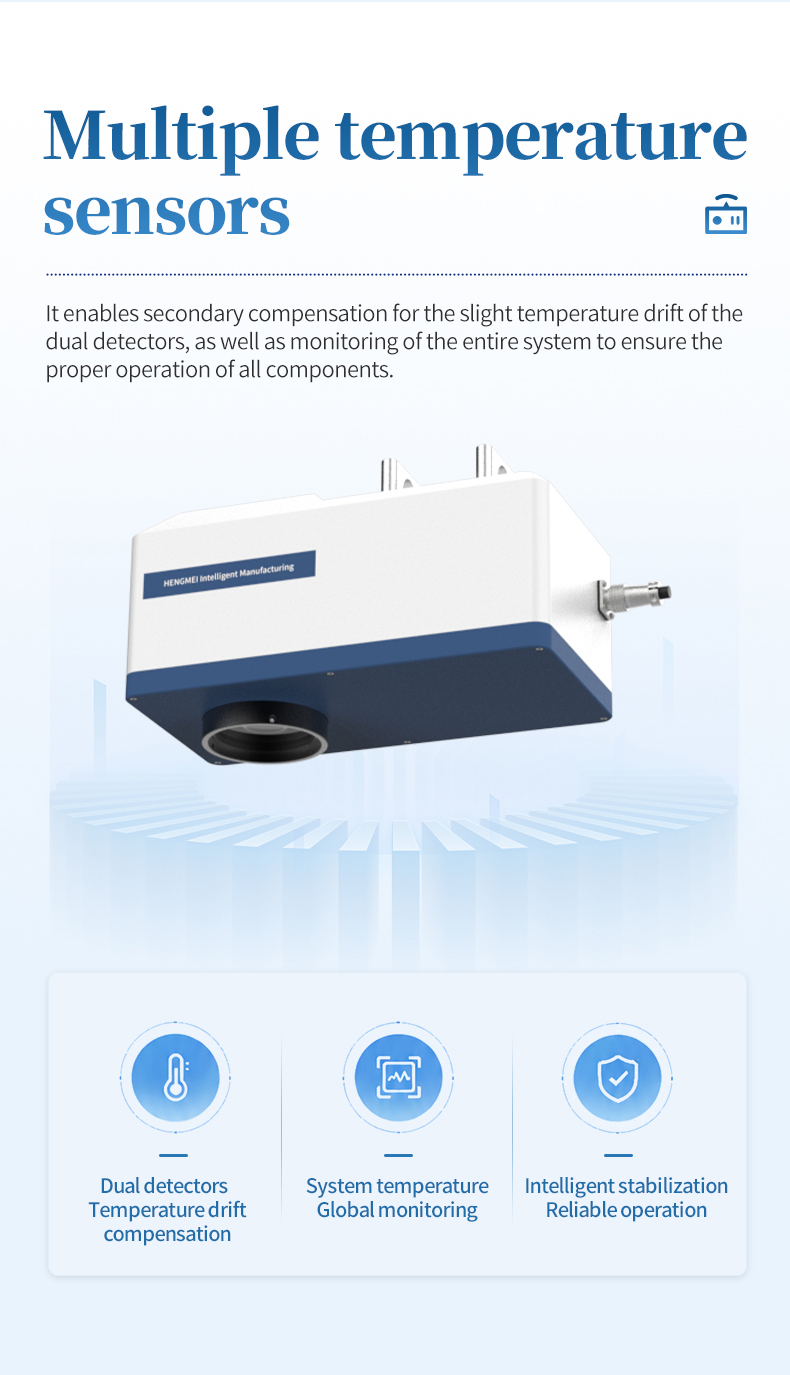
Multiple onboard temperature sensors deliver dual-detector thermal drift compensation and system-wide health monitoring, guaranteeing measurement accuracy during extended production runs
Non-contact, non-destructive measurement at 250 ± 50 mm working distance protects the probe from material contamination and allows installation above conveyor belts without mechanical contact
IP65-rated probe housing with high-boron quartz glass window withstands dust, moisture, and cleaning procedures in harsh industrial environments
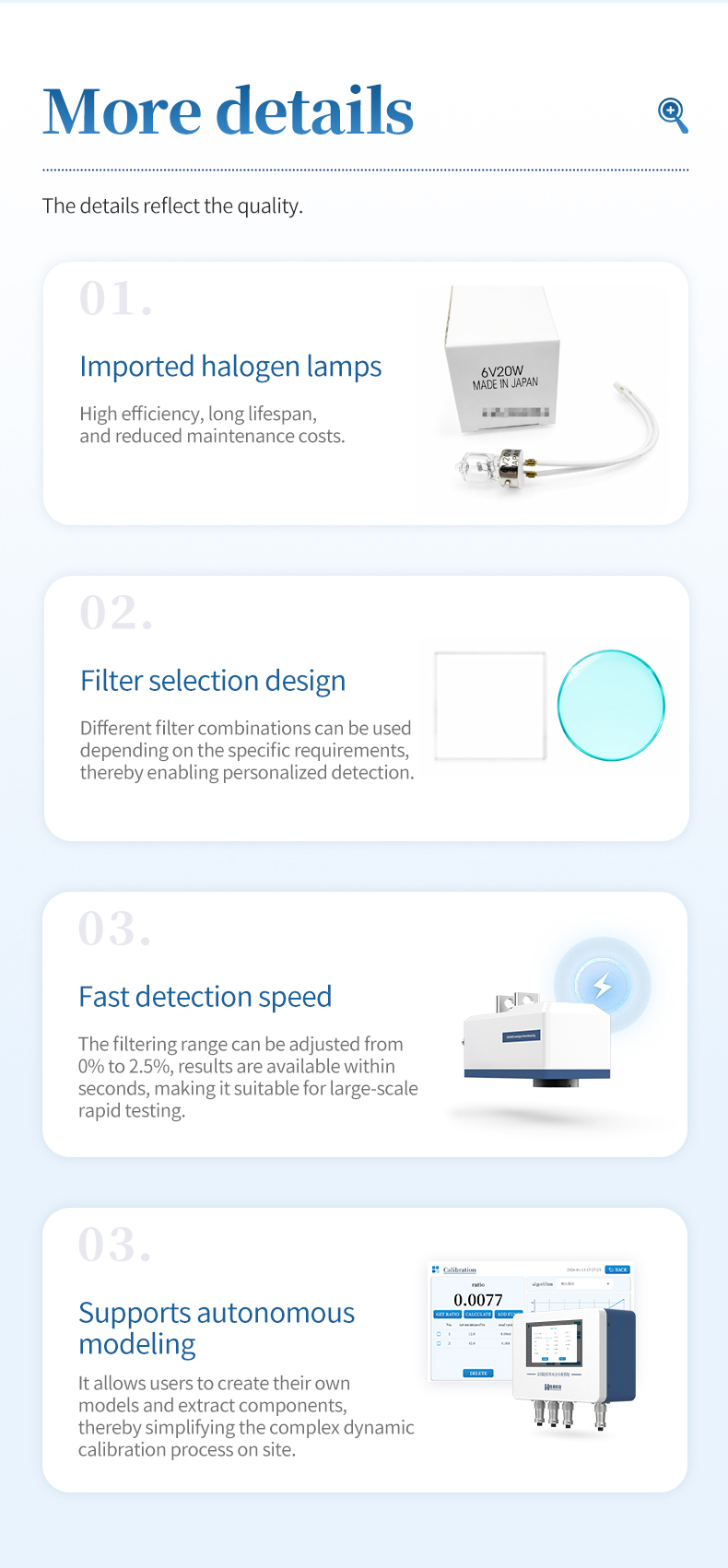
Imported high-efficiency halogen light source (6V 20W) delivers stable illumination with extended service life, reducing maintenance frequency and unplanned downtime
Interchangeable filter wheel design allows wavelength customization for different material types, enabling one instrument to serve multiple product lines with different absorption characteristics
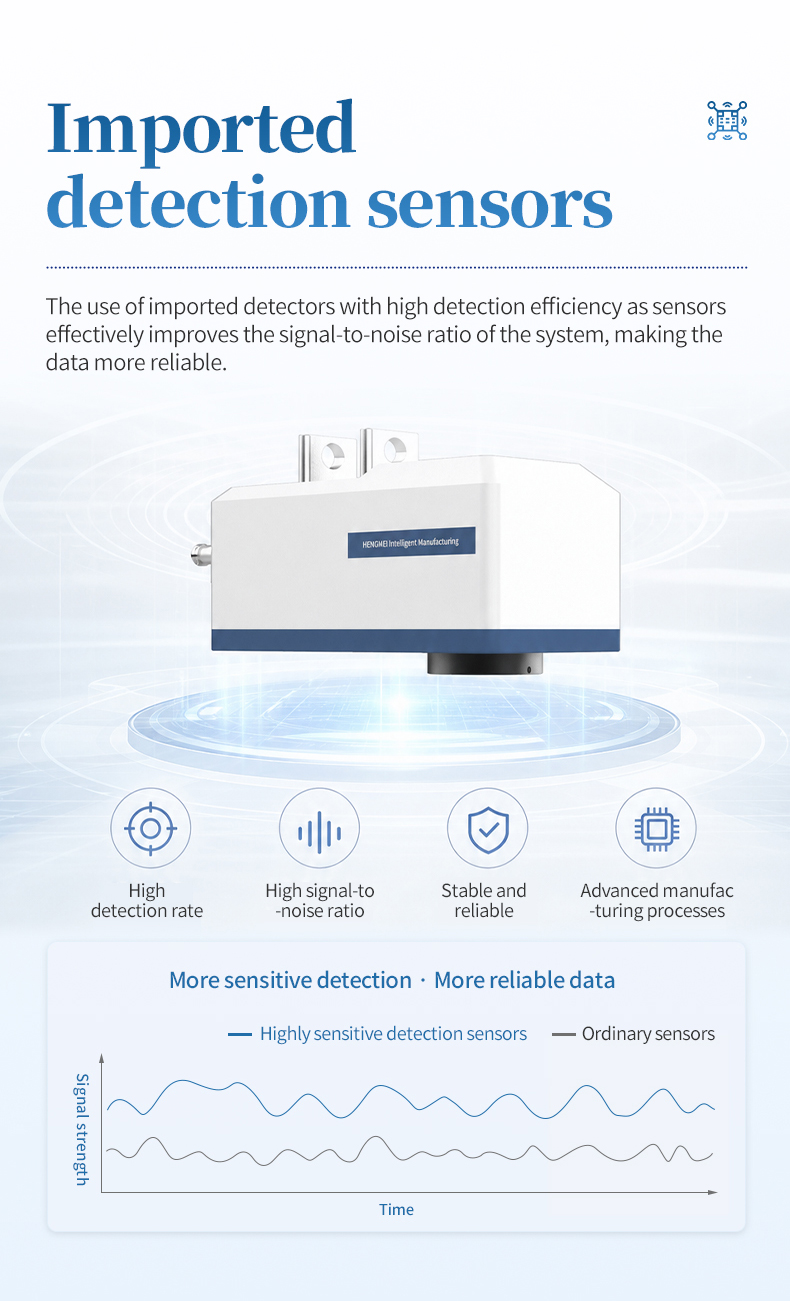
Imported high-detectivity infrared sensor achieves superior signal-to-noise ratio, providing reliable measurement confidence even for low-moisture materials near the detection limit
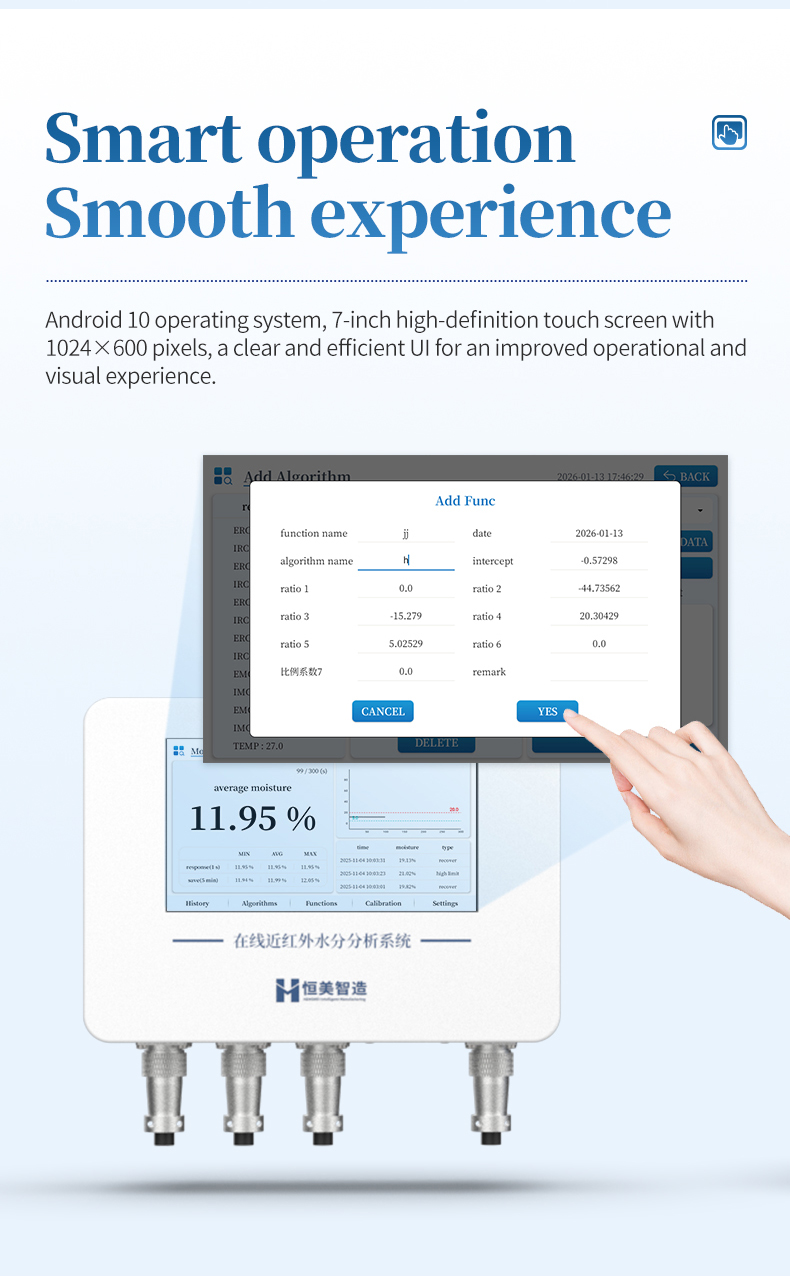
Android 10 operating system with 7-inch 1024 × 600 touchscreen offers an intuitive interface for parameter configuration, trend visualization, and alarm management without requiring a separate PC
User-defined modeling and component extraction functions allow on-site calibration against reference samples, simplifying deployment for new product types without factory reconfiguration
Configurable filter range (0% ~ 2.5%) and response time (1 ~ 80 s) enable operators to balance measurement speed and smoothing for different process dynamics
4-20 mA analog output with programmable low/high limit alarms supports direct PLC integration for automated process control and out-of-spec rejection
RS485 communication interface with secondary development capability allows custom data acquisition and system integration protocols
Passive switch output provides dry-contact alarm signaling for interlock systems and emergency shutdown triggers
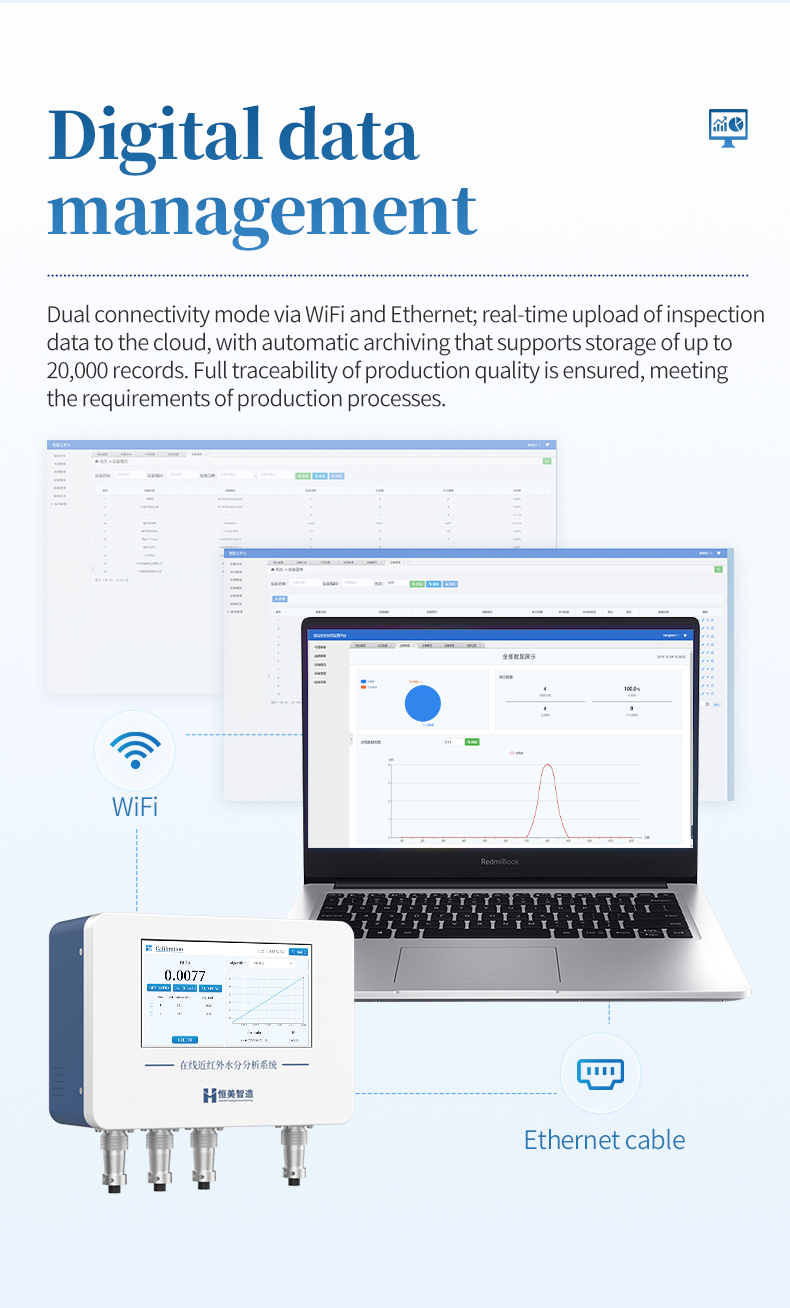
Wi-Fi and Ethernet dual-mode connectivity enables data upload to cloud management platforms for remote monitoring, historical trend analysis, and quality audit documentation
16 GB onboard storage accommodates up to 20,000 measurement records, ensuring data continuity during network outages
Technical Specifications
| Parameter | Specification |
|---|---|
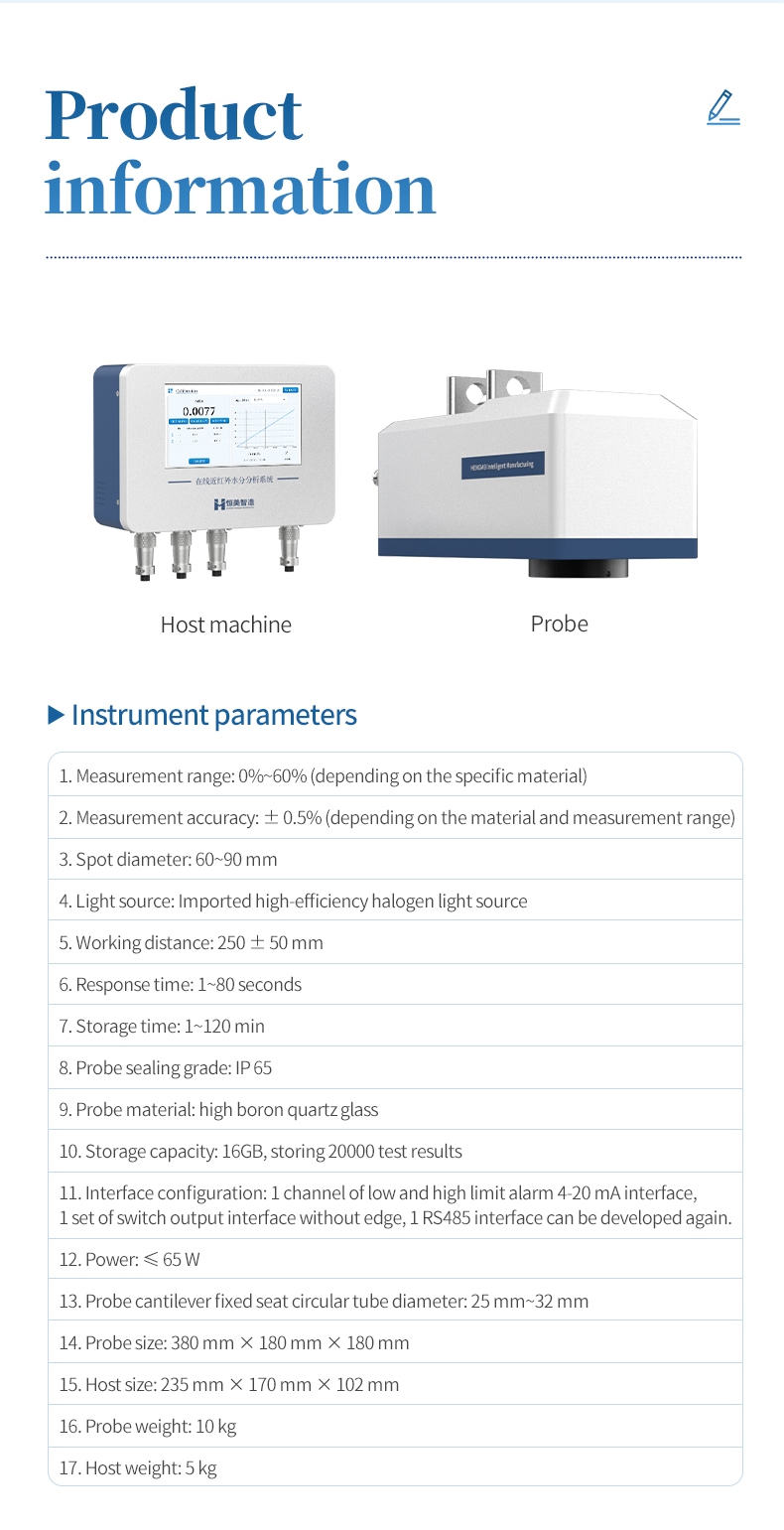
| Measurement Range | 0% ~ 60% (material-dependent) |
| Measurement Accuracy | ±0.5% (depends on material and range) |
| Measurement Principle | Near-infrared absorption spectroscopy (1.45 μm / 1.94 μm) |
| Spot Diameter | 60 ~ 90 mm |
| Light Source | Imported high-efficiency halogen lamp |
| Working Distance | 250 ± 50 mm |
| Response Time | 1 ~ 80 s |
| Storage Time | 1 ~ 120 min |
| Filter Range | 0% ~ 2.5% configurable |
| Number of Spectral Bands | 7 bands |
| Number of Optical Paths | 14 optical paths |
| Operating System | Android 10 |
| Display | 7-inch 1024 × 600 touchscreen |
| Probe Sealing Rating | IP65 |
| Probe Material | High-boron quartz glass |
| Storage Capacity | 16 GB, up to 20,000 measurement records |
| Analog Output | 1 channel low/high limit alarm 4-20 mA |
| Digital Output | 1 group passive switch output |
| Communication Interface | 1 channel RS485 (secondary development supported) |
| Data Upload | Wi-Fi / Ethernet |
| Power Consumption | ≤ 65 W |
| Probe Mounting Bracket Pipe Diameter | 25 ~ 32 mm |
| Probe Dimensions | 380 × 180 × 180 mm |
| Host Dimensions | 235 × 170 × 102 mm |
| Probe Weight | 10 kg |
| Host Weight | 5 kg |
FAQ
Q: How does the dual-detector design improve measurement stability?
A: Single-detector systems suffer baseline drift from source aging, optical contamination, or temperature shifts. The HM-ZHS compares primary and secondary detector signals across all spectral bands, canceling instrument-originated drift and leaving only the moisture-related signal. This reduces recalibration frequency and supports 24/7 production operation.
Q: Can the HM-ZHS integrate with existing PLC or SCADA systems?
A: Yes. The 4-20 mA analog output with configurable alarms connects directly to PLC input modules for closed-loop control. The RS485 interface supports Modbus RTU and secondary development for SCADA integration. Passive switch output provides dry-contact alarm signaling for interlock and shutdown logic.
Q: What is the installation and calibration procedure for a new material?
A: Mount the probe above the conveyor at 250 ± 50 mm working distance. Collect representative samples at various moisture levels, measure with a reference method (e.g., oven drying), then use the self-modeling function to correlate NIR data with reference values. This on-site calibration eliminates factory recalibration when switching product types.
Q: How does 7-band, 14-optical-path design handle varying surface characteristics?
A: Single-wavelength instruments are sensitive to surface texture, color, and reflectivity changes. The HM-ZHS uses 7 bands (940–2350 nm) with 14 optical paths from multiple angles, providing redundant channels that distinguish actual moisture variation from surface artifacts. The algorithm fuses multi-band data for robust readings.
Q: What maintenance does the HM-ZHS require during continuous operation?
A: Non-contact measurement reduces contamination and wear. The primary maintenance item is the imported halogen lamp (user-replaceable). The IP65 quartz glass window may need periodic cleaning. Onboard temperature sensors and self-diagnostics alert operators to component degradation. Typical intervals: 6–12 months.
Q: Is the HM-ZHS suitable for food and pharmaceutical hygiene environments?
A: Non-contact measurement eliminates cross-contamination risk. The IP65 housing and cleanable quartz window suit hygienic environments. For pharmaceuticals, 4-20 mA and RS485 outputs enable GMP-compliant data logging. The cloud platform provides traceable measurement histories for quality audits.
Q: How does the HM-ZHS handle very low or very high moisture materials?
A: The 0–60% range covers most industrial materials. For low-moisture materials, the high-detectivity sensor and narrow filter range (0–2.5%) provide enhanced resolution. For high-moisture materials, 7-band spectral analysis ensures linearity across the full range. Accuracy: ±0.5%, actual performance depends on material and calibration.
Reviewed by HM Instruments Engineering Team
Article address:https://www.spectrometer.top/online-infrared-moisture-meter/industrial-nir-moisture-analyzer-process-control.html
- Previous: no more
- Next: no more